




Nůžky na trubky
Řezačka s polskou normou PN-EN ISO 21003, zhotovená ze zlaté mosazi, je určena pro instalaci plynovodu PEX v systémech pro přenos vody pro spotřebu, pro hospodářské účely a pro tepelné instalace (CO) a Průmyslové vodní obvody. Koleno je charakterizováno celkovým korozivním odporem, vysokou trvanlivostí a nemá vliv na kvalitu vody, která je mimořádně důležitá.
- Barev
- Oranžová
- Standardní
- PN-EN ISO 21003
- Typy
- Oceli

Máte otázky? Jsme tady pro vás.

Vysoká kvalita, atraktivní ceny.

Nečekejte, realizujeme okamžitě.

Nabídka pro všechny, dodávka po celé Evropě.
Systém polypropylenových trubek a tvarovek pro instalace ústředního topení.
Nabízíme široký výběr stabilizovaných (svařovaných) trubek PPP pro přenos teplé a studené vody a pro instalace ústředního topení i další sanitární aplikace v průmyslové a bytové výstavbě různých velikostí a provozních parametrů. Svařované trubky a tvarovky se vyrábějí v průměrech od 16 mm do 110 mm se jmenovitým tlakem PN 25 v šedé a bílé barvě. Vyrobeno z nejkvalitnějších plastů zaručuje provoz zařízení až 50 let.
Účel a podmínky použití.
Kabelové systémy PPR jsou určeny pro výstavbu nových instalací, pro renovaci horké vody, studené vody, ústřední topení do 95 stupňů C, technologické v průmyslu a zemědělství. Zamýšlené použití systému zahrnuje:
· Zařízení na studenou a teplou vodu a ústřední topení v obytných a veřejných budovách.
· Klimatizace.
· Chladicí zařízení (ledová voda).
· Instalace bazénů.
· V zemědělství - zavlažovací systémy a systémy podlahového vytápění.
· Technologická zařízení - stlačený vzduch, chemická média, potravinářská média (mlékárny, pivovary).
Pracovní parametry:
· Teplota 90 stupňů C a tlak 10 barů - topení.
· Teplota 60 ° C a tlak 16 bar - vodní instalace.
· Max. tlak v nepřetržitém provozu - až 20 bar.
Zalety produkowanego systemu:
· Žádný jev koroze.
· Vysoká odolnost proti mrazu.
· Žádné škálování potrubí s váhou kotle.
· Odolnost proti tlaku.
· Nízké koeficienty odporu vzduchu (vysoká hladkost povrchu).
· Dobrý elektrický izolátor (bez bludných proudů).
· Velmi nízká tepelná vodivost 0,22 W / mK (nízké tepelné ztráty).
· Velmi dobrá chemická odolnost.
· Tlumení vibrací (nepřenáší hluk).
· Velmi lehký.
· Asepticita.
· Velmi rychlá a čistá montáž.
· Absolutně spolehlivá těsnost spojů.
· Velmi vysoká trvanlivost (pro vodu nad 50 let).
· Estetický vzhled.
· Lze kombinovat s instalacemi různých materiálů.
· Možnost postavit jakoukoli instalaci v následujících průměrech: 16, 20, 25, 32, 40, 50, 63, 75, 90 mm.
· Nejnižší cena mezi materiály pro budování sanitárních zařízení a ústředního topení.
Výkon systému.
Podnik WiPlast nabízí potrubní systém PPR pro instalace ústředního vytápění podle PN-EN ISO 15874-2: 2005, vyráběný na nejmodernějších technologických linkách z nejkvalitnějších domácích i zahraničních materiálů. Cílem naší společnosti je poskytovat zákazníkům a uživatelům ty nejkvalitnější produkty zajišťující komfort práce pro instalatéry (jednoduchost a rychlost montáže našeho systému), perfektní provoz instalace pro koncové uživatele po mnoho let.
- Barev
- Oranžová
- Standardní
- PN-EN ISO 21003
- Typy
- Oceli
Montaż instalacji zgrzewanej PPR
Instalacje PPR różnią się od innych, chociażby z uwagi na fakt z jakiego tworzywa są wykonane. Polipropylen jest stosunkowo plastycznym tworzywem, co pozwala nam na montaż instalacji za pomocą zgrzewu. Otrzymujemy zatem połączenie trwałe i nierozłączne, które polega na uplastycznieniu obydwóch powierzchni łączonych. Chodzi tu o zastosowanie specjalnej do tego celu przeznaczonej – zgrzewarki. Dzięki niej nagrzewamy zewnętrzną część rury z wewnętrzną powierzchnią złączki, co po dociśnięciu tych dwóch elementów ze sobą, daje nam szczelne połączenie, ponieważ rozgrzane elementy złączone ze sobą stają się jednolitą formą. Trzeba również pamiętać, że rury PPR charakteryzują się wysoką rozszerzalnością temperaturową, co oznacza, że rury pod wpływem gorącej wody rozszerzają się i wydłużają. Aby zniwelować ten efekt zaleca się stosowanie na dłuższych odcinkach kompensacji.
Przygotowanie zgrzewarki oraz elektrod grzewczych
Przed rozpoczęciem prac należy uważnie obejrzeć produkt, czy nie posiada zadrapań, zabrudzeń oraz czy jest oryginalny, jak i również same narzędzia. W skład zgrzewarki stacjonarnej, która przeznaczona jest do zgrzewu produktów do max. średnicy 63mm, wchodzą jeszcze nakładki grzewcze zwane tulejami oraz trzpieniem grzewczym.
Elektrody grzewcze
Nakładki grzewcze muszą być silnie przykręcone do płyty grzewczej za pomocą kluczy. Podobnie jak sam produkt nakładki powinny być wolne od zanieczyszczeń oraz sprawdzone przed montażem ich na płycie. W razie potrzeby nakładki można oczyścić za pomocą szmatki z włókna naturalnego i ewentualnie spirytusu. Montaż samych nakładek powinien odbywać się, gdy same elektrody są ostudzone. Elektrody powinny zostać zamocowane w sposób taki aby cała ich wewnętrzna powierzchnia przylegała do płyty. Zaleca się aby większe nakładki mocowane były zawsze na tylnym otworze.
Instrukcja obsługi zgrzewarki
Przed uruchomieniem zgrzewarki należy zapoznać się z instrukcją obsługi oraz zasadami BHP. Następnie włączając zgrzewarkę kontrolujemy czy zaświeciła się lampka. Zależnie od temperatury zewnętrznej, nagrzewanie przyrządu trwa ok. 10-30 minut. Po całkowitym nagrzaniu zgrzewarki, lampka kontrolna powinna zgasnąć. W zależności od wyboru producenta lampka kontrolna termostatu może się zapalać by sygnalizować swoją gotowość. Następnie należy starannie dokręcić elektrony przy pomocy specjalnego klucza. Nie należy stosować szczypiec bądź innych nieodpowiednich do tego celu narzędzi które mogłyby uszkodzić powłokę teflonową. W zależności od średnicy rur, temperatura nakładek najczęściej wynosi 260 stopni C. Można to skontrolować za pomocą szybko wskazującego miernika temperatury powierzchni.
Obcinanie rur
Cięcie rury należy zacząć od wyznaczenia na niej miejsca w której ma być przecięta. Płaszczyzna cięcia powinna być prostopadła do osi rury. Należy użyć noży lub obcinaków krążkowych, które gwarantują prostopadłą i prostą płaszczyznę cięcia.
Zginanie rur
Ze względu na fakt, iż rury zgrzewane PPR występują w odcinkach prostych nie zwalnia to ich z możliwości wygięcia. Jest jednak granica która pozwala na niewielkie wygięcie rur w średnicach od 16mm do 32mm, jedynie w temperaturze powyżej 15 stopni C. Zasadą jest, że minimalny promień gięcia rury powinien wynosić 8 średnic wyginanej rury. Niedopuszczalnym jest stosowanie otwartego ognia czy gorącego powietrza. Mogło by to uszkodzić produkt co w efekcie skutkowało by niesprawną instalacją.
Zgrzewanie
Tabela poniżej wskazuje właściwy czas grzania dla odpowiedniej średnicy. Jednakże sami również możemy określić czy rura, a zaraz po drugiej stronie kształtka są odpowiednio nagrzane. Zauważymy to po charakterystycznych pierścieniach wokół osi, które stapiają się pod wpływem ciepła, i oczywiście które są dostatecznie dociskane podczas nagrzewania. Aby zmniejszyć wysiłek przy wciskaniu elementów na elektrody, należy wykonywać tę czynność powoli wsuwając posuwistymi ruchami wybrane elementy. Dla początkujących dostępny jest również szablon, dzięki któremu możemy dokładnie zaznaczyć głębokość zgrzewu. Za mała głębokość zgrzania może spowodować osłabienie połączeń, natomiast zbyt mocne dociskanie rur podczas zgrzewu może doprowadzić do stopienia większej ilości polipropylenu, co skutkowałoby zatkaniem instalacji. Czas nagrzewania rozpoczyna się od momentu gdy rura i kształtka wejdą na pełną głębokość nakładek grzewczych.
Zgrzewanie rur ciśnieniowych PPR
|
Średnica (mm) |
Głębokość zgrzewania (mm) |
Czas nagrzewania (sek.) |
Czas łączenia (sek.) |
Czas chłodzenia (min.) |
|
16 |
13 |
5 |
4 |
2 |
|
20 |
14 |
5 |
4 |
2 |
|
25 |
15 |
7 |
4 |
2 |
|
32 |
16 |
8 |
6 |
4 |
|
40 |
18 |
12 |
6 |
4 |
|
50 |
20 |
18 |
6 |
4 |
|
63 |
24 |
24 |
8 |
6 |
|
75 |
26 |
30 |
10 |
8 |
|
90 |
29 |
40 |
10 |
8 |
|
110 |
32,5 |
50 |
10 |
8 |
Wskazówki
-
montaż instalacji powinien odbywać się w dodatniej temperaturze
-
przewody montowane w ścianach oraz podłodze powinny być rozkładane w rurach osłonowych lub otulinach termoizolacyjnych, unikniemy wtedy bezpośredniego kontaktu złączek z agresywnymi materiałami budowlanymi, które mogły by trwale uszkodzić instalacje
-
przy montażu instalacji na zewnątrz jak i wewnątrz w izolacjach należy pamiętać o kompensacji rozszerzalności termicznej rur
-
pamiętajmy również o mijance dzięki której możemy bez problemu obejść istniejącą instalację.
-
przed zakończeniem prac zaleca się wykonanie próby szczelności
Montaż instalacji PEX (system skręcany i zaprasowany)
Przed rozpoczęciem prac należy dokładnie sprawdzić czy okolica połączenia rury jest prosta oraz czy nie posiada zagięć. Połączenia powinny być wykonywane na prostym odcinku rury, który musi wynosić nie mniej niż 3 x średnica zewnętrzna rury, oraz nie może podlegać żadnym naprężeniom wzdłuż osi. Gięcie końcówek wykonuje się za pomocą sprężyny wewnętrznej natomiast gięcie samej rury przy użyciu sprężyny zewnętrznej. Zaleca się aby montaż odbywał się w temperaturze dodatniej. Kształtki oraz końcówki rury powinny być czyste, bez zanieczyszczeń mechanicznych, a koniec rury powinien posiadać fazę wewnętrzną wykonaną kalibratorem. Połączenia przy użyciu kształtek skręcanych lub zaciskowych używane są przy montażu instalacji natynkowych np. z grzejnikami lub rozdzielaczami. System PEX montowany jest w instalacjach zimnej i ciepłej wody użytkowej, centralnego ogrzewania, sprężonego powietrza i nie tylko.
Obcinanie rur
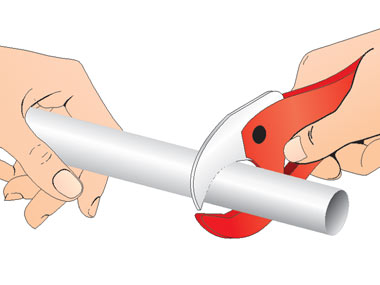
Rury należy obcinać za pomocą nożyc lub obcinarki krążkowej prostopadle do osi. Zaleca się ostrożne przecinanie aby nie odkształcić jej przekroju.
Kalibrowanie i fazowanie
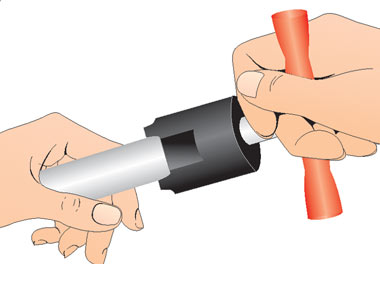
Po obcięciu rury należy ją skalibrować, używając do tego celu trzpienia kalibrującego odpowiedniej średnicy. Proces należy przeprowadzić jednocześnie wciskając i okręcając rurę do końca trzpienia kalibrującego. Kalibratorem powiększamy średnicę rur tak, by przygotowana końcówka podczas osadzania na kształtce nie uszkodziła oringów. Końcówkę rury należy wykalibrować tak, aby osadzenie jej w kształtce było swobodne. Następnie należy usunąć powstałe we wnętrzu rury zabrudzenia lub wiórki materiału.
Gięcie rur

Rury wielowarstwowe można wyginać ręcznie lub za pomocą specjalnej sprężyny do gięcia rur. Stosując sprężynę unikniemy załamania i zwężenia przekroju rury. Przy wyginaniu należy pamiętać aby zachować minimalny promień gięcia.
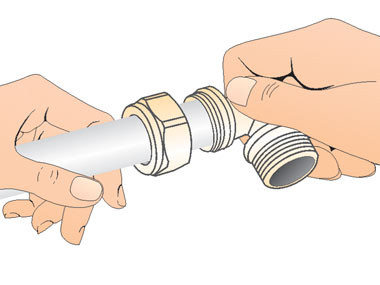
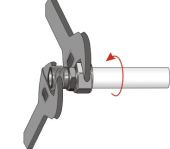
Montaż kształtek skręcanych
1. Na obcięty koniec rury należy wsunąć nakrętkę i zaraz pierścień zaciskowy.![]()
2. Na tak przygotowaną rurę wsuwamy kształtkę i rurę dociskamy do oporu do dna kształtki.
3. Następnie dociskamy pierścień, korpus kształtki przytrzymujemy kluczem płaskim, a drugim dokręcamy nakrętkę, tak aby końce pierścienia zetknęły się ze sobą.
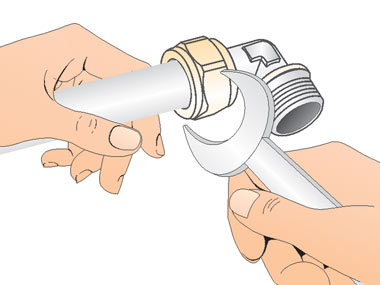
4.Dokładne dokręcenie nakrętki powoduje zaciśnięcie pierścienia i uszczelnienie połączenia.
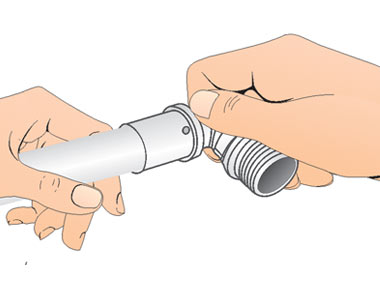
Montaż kształtek zaprasowanych
1. Rurę należy wsunąć w złączkę, aż do pojawienia się jej w otworze pierścienia wykonanego z tworzywa sztucznego.
Pojawienie się rury w otworze kontrolnym świadczy o wsunięciu się jej w złączkę na wymagana głębokość.
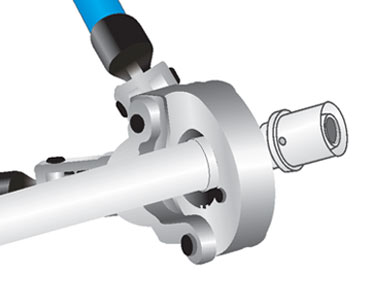
2. Zacisk złącza wykonuje się za pomocą specjalnych narzędzi zaciskowych (ręcznych lub elektrycznych) oraz za pomocą szczęki tytu „U”. W celu wykonania prawidłowego połączenia szczęki powinny przylegać do pierścienia zatrzaskowego z PE.
Zaciskamy połączenie. Proces zaciskania przeprowadza się aż do momentu, gdy szczęki zaciskowe zamkną się całkowicie – jest to warunek uzyskania prawidłowego połączenia.
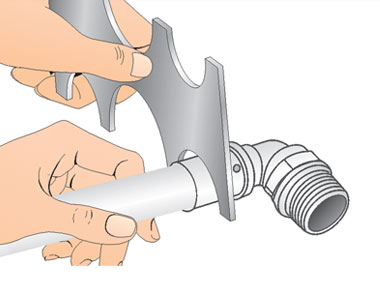
3. Sprawdzenie zaciśniętego połączenia - po zaciśnięciu kształtki na rurze PEX wielowarstwowej, należy sprawdzić jakość połączenia narzędziem (Sprawdzian do połączeń zaciskanych 14-32mm)
pozwala to na określenie czy kształtka została zaciśnięta z odpowiednią siłą.
Oraz sprawdzić ponownie otwory kontrolne umieszczone na końcachtuleji.
Wskazówki
- montaż instalacji powinien odbywać się w dodatniej temperaturze
- przewody montowane w ścianach oraz podłodze powinny być rozkładane w rurach osłonowych lub otulinach termoizolacyjnych, unikniemy wtedy bezpośredniego kontaktu złączek z agresywnymi materiałami budowlanymi, które mogły by trwale uszkodzić instalacje
- przy montażu instalacji na zewnątrz jak i wewnątrz w izolacjach należy pamiętać o kompensacji rozszerzalności termicznej rur
- nie należy betonować instalacji skręcanej w stropach ponieważ traktowane są one jako połączenia wymienne – rozłączne).
- W instalacji zaciskowej można betonować połączenia ponieważ są one nierozłączne
- Próbę szczelności należy wykonać przed pracami murarskimi
Každý produkt prezentovaný v našem online katalogu je pokryt standardní zárukou, což svědčí o jeho kvalitě a spolehlivosti. Snažíme se, aby každá nabídka v oblasti vodního a kanalizačního systému znamenala záruku jistoty a důvěry pro naše zákazníky.
Jsme si vědomi, že různé projekty mohou vyžadovat specifická záruční řešení. Proto nabízíme možnost přizpůsobení záručních podmínek na základě individuálních potřeb. Pokud máte zájem diskutovat o podrobnostech individuální záruky, kontaktujte nás přímo.
Naší prioritou je zajistit vám jistotu, že si vybíráte ověřená a odolná řešení z našeho katalogu.
Kolísání cen surovin přímo ovlivňuje náklady v oboru vodního a kanalizačního hospodářství. Proto všechna naše nabídky jsou stanovovány individuálně, aby odrážely aktuální tržní situaci.
Snažíme se nabízet našim zákazníkům konkurenční ceny při zachování vysoké kvality produktů. Díky individuálnímu přístupu k každému dotazu nabízíme atraktivní slevy a optimální nákupní podmínky.
Pokud máte zájem o naši nabídku, kontaktujte nás. Rádi pro vás připravíme nabídku s výhodnými podmínkami. Naše flexibilita zaručuje spokojenost s každým nákupem.
- chevron_left
- 1
- chevron_right