




Csővágók
A csővágó a lengyel PN-EN ISO 21003 szabvány, amely aranyszínű sárgarézből készült, a PEX csővezeték beszerelésére szolgál a fogyasztásra, a gazdasági célokra, valamint a fűtőberendezések (CO) és a Ipari vízáramkörök. A térd jellemzi a teljes korrózióállóság, a magas tartósság és nem befolyásolja a víz minőségét, ami rendkívül fontos.
- Szín
- Narancs
- Standard
- PN-EN ISO 21003
- Típusok
- Acél

Kérdése van? Itt vagyunk Önnek.

Magas minőség, vonzó árak.

Ne várjon, azonnal teljesítünk.

Ajánlat mindenkinek, szállítás az egész Európában.
Polipropilén csövek és szerelvények rendszere a központi fűtéshez.
Stabilizált (hegesztett) PPP csövek széles választékát kínáljuk meleg és hideg víz továbbításához és központi fűtéshez, valamint egyéb méretű és működési paraméterekkel rendelkező ipari és lakóépületek egészségügyi alkalmazásához. A hegesztett csöveket és szerelvényeket átmérőjük 16 mm és 110 mm között állítják elő, névleges nyomása PN 25, szürke és fehér színben. Kiváló minőségű anyagokból készül, amely garantálja a telep működését akár 50 évig.
A felhasználás célja és feltételei.
A PPR vezetékes rendszereket új létesítmények építésére, melegvíz, hidegvíz, 95 ° C hőmérsékletű központi fűtés, ipari és mezőgazdasági technológiai felújításra tervezték. A rendszer tervezett felhasználása magában foglalja:
· Hideg és meleg víz létesítmények és központi fűtés a lakóépületekben és a középületekben.
· Légkondicionáló berendezések.
· Hűtőberendezések (jeges víz).
· Úszómedence felszerelése.
· A mezőgazdaságban - öntözési és talajfűtési rendszerek.
· Technológiai felszerelések - sűrített levegő, vegyi közegek, élelmiszer-közegek (tejipar, sörfőzdék).
Munkaparaméterek:
· 90 ° C hőmérséklet és 10 bar nyomás - fűtőberendezések.
· 60 ° C hőmérséklet és 16 bar nyomás - vízberendezések.
· Max. nyomás folyamatos üzemben - 20 bar-ig.
A gyártott rendszer előnyei:
· Nincs korróziós jelenség.
· Magas fagyállóság.
· A csővezetékek nem méretezhetők kazán skálával.
· Nyomásállóság.
· Alacsony húzási együtthatók (magas felületi simaság).
· Jó elektromos szigetelő (nincs szórt áram).
· Nagyon alacsony hővezető képesség 0,22 W / moK (alacsony hőveszteség).
· Nagyon jó vegyszerállóság.
· Csillapító rezgések (nem továbbítja a zajt).
· Nagyon könnyű.
· Aszepticitás.
· Nagyon gyors és tiszta összeszerelés.
· Teljesen megbízható csatlakozási szorosság.
· Nagyon magas tartósság (50 éven túli víz esetén).
· Esztétikus megjelenés.
· Különböző anyagokból történő felszereléssel kombinálható.
· Bármely telepítés lehetséges a következő átmérőben: 16, 20, 25, 32, 40, 50, 63, 75, 90 mm.
· A legalacsonyabb ár az egészségügyi betétek és a központi fűtés építéséhez használt anyagok között.
Rendszer teljesítmény.
A WiPlast vállalkozás PPR csatornarendszert kínál a PN-EN ISO 15874-2: 2005 szabvány szerinti központi fűtési berendezésekhez, amelyet a legmodernebb technológiai vonalon gyártanak, a legmagasabb minőségű háztartási és idegen anyagból. Cégünk célja, hogy az ügyfeleknek és a felhasználóknak a legmagasabb minőségű termékeket biztosítsa, amelyek biztosítják a telepítők kényelmét (a rendszer egyszerűségét és gyorsaságát a rendszer összeszerelése), a telepítés tökéletes működését a végfelhasználók számára évekig.
- Szín
- Narancs
- Standard
- PN-EN ISO 21003
- Típusok
- Acél
Montaż instalacji zgrzewanej PPR
Instalacje PPR różnią się od innych, chociażby z uwagi na fakt z jakiego tworzywa są wykonane. Polipropylen jest stosunkowo plastycznym tworzywem, co pozwala nam na montaż instalacji za pomocą zgrzewu. Otrzymujemy zatem połączenie trwałe i nierozłączne, które polega na uplastycznieniu obydwóch powierzchni łączonych. Chodzi tu o zastosowanie specjalnej do tego celu przeznaczonej – zgrzewarki. Dzięki niej nagrzewamy zewnętrzną część rury z wewnętrzną powierzchnią złączki, co po dociśnięciu tych dwóch elementów ze sobą, daje nam szczelne połączenie, ponieważ rozgrzane elementy złączone ze sobą stają się jednolitą formą. Trzeba również pamiętać, że rury PPR charakteryzują się wysoką rozszerzalnością temperaturową, co oznacza, że rury pod wpływem gorącej wody rozszerzają się i wydłużają. Aby zniwelować ten efekt zaleca się stosowanie na dłuższych odcinkach kompensacji.
Przygotowanie zgrzewarki oraz elektrod grzewczych
Przed rozpoczęciem prac należy uważnie obejrzeć produkt, czy nie posiada zadrapań, zabrudzeń oraz czy jest oryginalny, jak i również same narzędzia. W skład zgrzewarki stacjonarnej, która przeznaczona jest do zgrzewu produktów do max. średnicy 63mm, wchodzą jeszcze nakładki grzewcze zwane tulejami oraz trzpieniem grzewczym.
Elektrody grzewcze
Nakładki grzewcze muszą być silnie przykręcone do płyty grzewczej za pomocą kluczy. Podobnie jak sam produkt nakładki powinny być wolne od zanieczyszczeń oraz sprawdzone przed montażem ich na płycie. W razie potrzeby nakładki można oczyścić za pomocą szmatki z włókna naturalnego i ewentualnie spirytusu. Montaż samych nakładek powinien odbywać się, gdy same elektrody są ostudzone. Elektrody powinny zostać zamocowane w sposób taki aby cała ich wewnętrzna powierzchnia przylegała do płyty. Zaleca się aby większe nakładki mocowane były zawsze na tylnym otworze.
Instrukcja obsługi zgrzewarki
Przed uruchomieniem zgrzewarki należy zapoznać się z instrukcją obsługi oraz zasadami BHP. Następnie włączając zgrzewarkę kontrolujemy czy zaświeciła się lampka. Zależnie od temperatury zewnętrznej, nagrzewanie przyrządu trwa ok. 10-30 minut. Po całkowitym nagrzaniu zgrzewarki, lampka kontrolna powinna zgasnąć. W zależności od wyboru producenta lampka kontrolna termostatu może się zapalać by sygnalizować swoją gotowość. Następnie należy starannie dokręcić elektrony przy pomocy specjalnego klucza. Nie należy stosować szczypiec bądź innych nieodpowiednich do tego celu narzędzi które mogłyby uszkodzić powłokę teflonową. W zależności od średnicy rur, temperatura nakładek najczęściej wynosi 260 stopni C. Można to skontrolować za pomocą szybko wskazującego miernika temperatury powierzchni.
Obcinanie rur
Cięcie rury należy zacząć od wyznaczenia na niej miejsca w której ma być przecięta. Płaszczyzna cięcia powinna być prostopadła do osi rury. Należy użyć noży lub obcinaków krążkowych, które gwarantują prostopadłą i prostą płaszczyznę cięcia.
Zginanie rur
Ze względu na fakt, iż rury zgrzewane PPR występują w odcinkach prostych nie zwalnia to ich z możliwości wygięcia. Jest jednak granica która pozwala na niewielkie wygięcie rur w średnicach od 16mm do 32mm, jedynie w temperaturze powyżej 15 stopni C. Zasadą jest, że minimalny promień gięcia rury powinien wynosić 8 średnic wyginanej rury. Niedopuszczalnym jest stosowanie otwartego ognia czy gorącego powietrza. Mogło by to uszkodzić produkt co w efekcie skutkowało by niesprawną instalacją.
Zgrzewanie
Tabela poniżej wskazuje właściwy czas grzania dla odpowiedniej średnicy. Jednakże sami również możemy określić czy rura, a zaraz po drugiej stronie kształtka są odpowiednio nagrzane. Zauważymy to po charakterystycznych pierścieniach wokół osi, które stapiają się pod wpływem ciepła, i oczywiście które są dostatecznie dociskane podczas nagrzewania. Aby zmniejszyć wysiłek przy wciskaniu elementów na elektrody, należy wykonywać tę czynność powoli wsuwając posuwistymi ruchami wybrane elementy. Dla początkujących dostępny jest również szablon, dzięki któremu możemy dokładnie zaznaczyć głębokość zgrzewu. Za mała głębokość zgrzania może spowodować osłabienie połączeń, natomiast zbyt mocne dociskanie rur podczas zgrzewu może doprowadzić do stopienia większej ilości polipropylenu, co skutkowałoby zatkaniem instalacji. Czas nagrzewania rozpoczyna się od momentu gdy rura i kształtka wejdą na pełną głębokość nakładek grzewczych.
Zgrzewanie rur ciśnieniowych PPR
|
Średnica (mm) |
Głębokość zgrzewania (mm) |
Czas nagrzewania (sek.) |
Czas łączenia (sek.) |
Czas chłodzenia (min.) |
|
16 |
13 |
5 |
4 |
2 |
|
20 |
14 |
5 |
4 |
2 |
|
25 |
15 |
7 |
4 |
2 |
|
32 |
16 |
8 |
6 |
4 |
|
40 |
18 |
12 |
6 |
4 |
|
50 |
20 |
18 |
6 |
4 |
|
63 |
24 |
24 |
8 |
6 |
|
75 |
26 |
30 |
10 |
8 |
|
90 |
29 |
40 |
10 |
8 |
|
110 |
32,5 |
50 |
10 |
8 |
Wskazówki
-
montaż instalacji powinien odbywać się w dodatniej temperaturze
-
przewody montowane w ścianach oraz podłodze powinny być rozkładane w rurach osłonowych lub otulinach termoizolacyjnych, unikniemy wtedy bezpośredniego kontaktu złączek z agresywnymi materiałami budowlanymi, które mogły by trwale uszkodzić instalacje
-
przy montażu instalacji na zewnątrz jak i wewnątrz w izolacjach należy pamiętać o kompensacji rozszerzalności termicznej rur
-
pamiętajmy również o mijance dzięki której możemy bez problemu obejść istniejącą instalację.
-
przed zakończeniem prac zaleca się wykonanie próby szczelności
Montaż instalacji PEX (system skręcany i zaprasowany)
Przed rozpoczęciem prac należy dokładnie sprawdzić czy okolica połączenia rury jest prosta oraz czy nie posiada zagięć. Połączenia powinny być wykonywane na prostym odcinku rury, który musi wynosić nie mniej niż 3 x średnica zewnętrzna rury, oraz nie może podlegać żadnym naprężeniom wzdłuż osi. Gięcie końcówek wykonuje się za pomocą sprężyny wewnętrznej natomiast gięcie samej rury przy użyciu sprężyny zewnętrznej. Zaleca się aby montaż odbywał się w temperaturze dodatniej. Kształtki oraz końcówki rury powinny być czyste, bez zanieczyszczeń mechanicznych, a koniec rury powinien posiadać fazę wewnętrzną wykonaną kalibratorem. Połączenia przy użyciu kształtek skręcanych lub zaciskowych używane są przy montażu instalacji natynkowych np. z grzejnikami lub rozdzielaczami. System PEX montowany jest w instalacjach zimnej i ciepłej wody użytkowej, centralnego ogrzewania, sprężonego powietrza i nie tylko.
Obcinanie rur
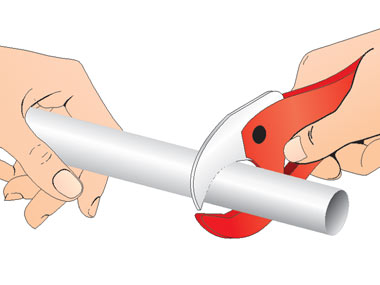
Rury należy obcinać za pomocą nożyc lub obcinarki krążkowej prostopadle do osi. Zaleca się ostrożne przecinanie aby nie odkształcić jej przekroju.
Kalibrowanie i fazowanie
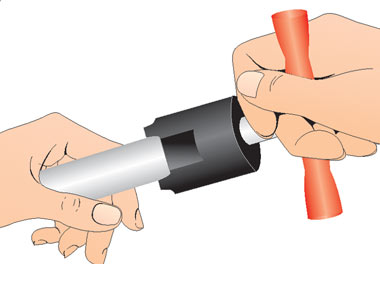
Po obcięciu rury należy ją skalibrować, używając do tego celu trzpienia kalibrującego odpowiedniej średnicy. Proces należy przeprowadzić jednocześnie wciskając i okręcając rurę do końca trzpienia kalibrującego. Kalibratorem powiększamy średnicę rur tak, by przygotowana końcówka podczas osadzania na kształtce nie uszkodziła oringów. Końcówkę rury należy wykalibrować tak, aby osadzenie jej w kształtce było swobodne. Następnie należy usunąć powstałe we wnętrzu rury zabrudzenia lub wiórki materiału.
Gięcie rur

Rury wielowarstwowe można wyginać ręcznie lub za pomocą specjalnej sprężyny do gięcia rur. Stosując sprężynę unikniemy załamania i zwężenia przekroju rury. Przy wyginaniu należy pamiętać aby zachować minimalny promień gięcia.
Montaż kształtek skręcanych
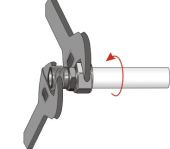
1. Na obcięty koniec rury należy wsunąć nakrętkę i zaraz pierścień zaciskowy.![]()
2. Na tak przygotowaną rurę wsuwamy kształtkę i rurę dociskamy do oporu do dna kształtki.
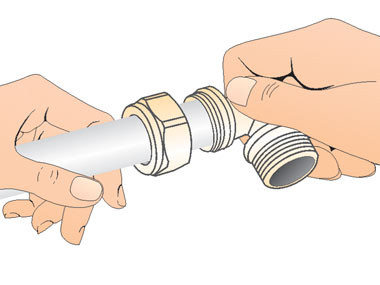
3. Następnie dociskamy pierścień, korpus kształtki przytrzymujemy kluczem płaskim, a drugim dokręcamy nakrętkę, tak aby końce pierścienia zetknęły się ze sobą.
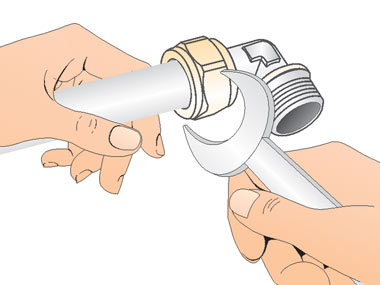
4.Dokładne dokręcenie nakrętki powoduje zaciśnięcie pierścienia i uszczelnienie połączenia.
Montaż kształtek zaprasowanych
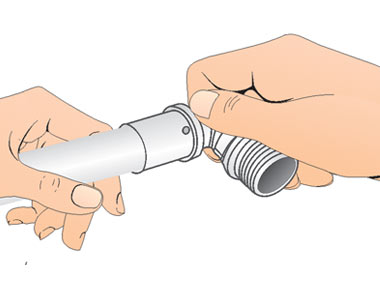
1. Rurę należy wsunąć w złączkę, aż do pojawienia się jej w otworze pierścienia wykonanego z tworzywa sztucznego.
Pojawienie się rury w otworze kontrolnym świadczy o wsunięciu się jej w złączkę na wymagana głębokość.
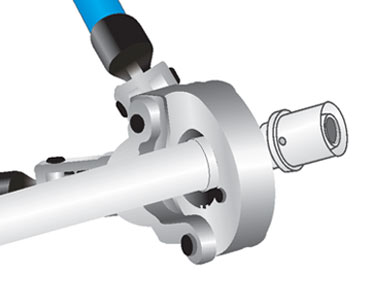
2. Zacisk złącza wykonuje się za pomocą specjalnych narzędzi zaciskowych (ręcznych lub elektrycznych) oraz za pomocą szczęki tytu „U”. W celu wykonania prawidłowego połączenia szczęki powinny przylegać do pierścienia zatrzaskowego z PE.
Zaciskamy połączenie. Proces zaciskania przeprowadza się aż do momentu, gdy szczęki zaciskowe zamkną się całkowicie – jest to warunek uzyskania prawidłowego połączenia.
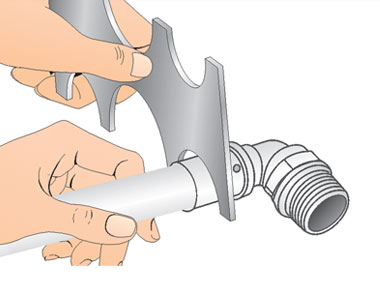
3. Sprawdzenie zaciśniętego połączenia - po zaciśnięciu kształtki na rurze PEX wielowarstwowej, należy sprawdzić jakość połączenia narzędziem (Sprawdzian do połączeń zaciskanych 14-32mm)
pozwala to na określenie czy kształtka została zaciśnięta z odpowiednią siłą.
Oraz sprawdzić ponownie otwory kontrolne umieszczone na końcachtuleji.
Wskazówki
- montaż instalacji powinien odbywać się w dodatniej temperaturze
- przewody montowane w ścianach oraz podłodze powinny być rozkładane w rurach osłonowych lub otulinach termoizolacyjnych, unikniemy wtedy bezpośredniego kontaktu złączek z agresywnymi materiałami budowlanymi, które mogły by trwale uszkodzić instalacje
- przy montażu instalacji na zewnątrz jak i wewnątrz w izolacjach należy pamiętać o kompensacji rozszerzalności termicznej rur
- nie należy betonować instalacji skręcanej w stropach ponieważ traktowane są one jako połączenia wymienne – rozłączne).
- W instalacji zaciskowej można betonować połączenia ponieważ są one nierozłączne
- Próbę szczelności należy wykonać przed pracami murarskimi
Minden termékünk, amelyet online katalógusunkban bemutatunk, alapgaranciával rendelkezik, ami a termék minőségéről és megbízhatóságáról tanúskodik. Célunk, hogy minden vízellátó és csatornázási ajánlatunk biztosítékot és bizalmat jelentsen ügyfeleink számára.
Tisztában vagyunk azzal, hogy különböző projektek specifikus garanciális megoldásokat igényelhetnek. Ezért, az egyéni igényekre válaszul, lehetőséget kínálunk a garancia feltételeinek személyre szabására. Ha az egyéni garancia részleteiről szeretne tájékozódni, kérjük, lépjen kapcsolatba velünk közvetlenül.
Elsődleges prioritásunk, hogy biztosítsuk Önnek, választásával kipróbált és tartós megoldások mellett dönt.
A nyersanyagárak ingadozása közvetlenül befolyásolja a víz- és csatornaszolgáltatás költségeit. Ezen okból kifolyólag minden ajánlatunkat egyedileg állapítjuk meg, hogy tükrözze a jelenlegi piaci helyzetet.
Arra törekszünk, hogy ügyfeleinknek versenyképes árakat kínáljunk, miközben a termékek magas minőségét is megőrizzük. Egyedi megközelítésünknek köszönhetően vonzó kedvezményeket és optimális vásárlási feltételeket kínálunk.
Ha érdekli ajánlatunk, kérjük, lépjen kapcsolatba velünk. Szívesen elkészítjük az Ön számára az ajánlatot, figyelembe véve a kedvező feltételeket. Rugalmasságunk minden vásárláskor garantálja az ügyfél elégedettségét.
- chevron_left
- 1
- chevron_right