

Adaptor z gwintem zewnętrznym PE100 PN 16 fi 32x1,1/4"mm
Adaptor z gwintem zewnętrznym PE100 PN 16 SDR 11 o średnicy fi 32x1,1/4"mm, z normą EN1555 i EN12201, wykonany z polietylenu (PE) w kolorze czarnym, przeznaczony jest do skutecznego i racjonalnego pod względem ekonomicznym tworzenia sieci i systemów rurociągowych. Adaptory wykonane z tworzyw najwyższej jakości, przy użyciu środków pomocniczych, powodują iż połączenia stają się stosunkowo proste.
- Kolor
- Czarny
- Średnica
- 32x1,1/4mm
- Ciśnienie robocze
- 10 bar gaz / 16 bar woda
- Norma
- EN1555 i EN12201
- Rodzaj
- Polietylen (PE HD)
- Zastosowanie
- Sieć wodociągowa PE HD

Masz pytania? Jesteśmy tu dla Ciebie.

Wysoka jakość, atrakcyjne ceny.

Nie czekaj, realizujemy ekspresowo.

Oferta dla każdego, dostawa w całej Europie.
Kształtki elektrooporowe
Proponujemy kształtki elektrooporowe wykonane z czarnego polietylenu stabilizowanego węglem. Materiał ten jest najpopularniejszym i najczęściej stosowanym w budowie podziemnych systemów przeznaczonych do dystrybucji wody i gazu. Nie wykazuje żadnego negatywnego wpływu na produkty żywnościowe i fizjologię człowieka, co pozwala na jego obecność w podobnych systemach.
Do produkcji naszych kształtek wykorzystujemy tylko polietylen PE100 o najwyższej giętkości i wysokiej odporności na ścieranie. Jego zastosowanie w budowie instalacji komunalnych i przemysłowych warunkują jego zalety, tj.:
- Wysoka trwałość
- Wysoka odporność na ścieranie
- Niski współczynnik tarcia
- Wyjątkowa odporność na obciążenia dynamiczne i chemiczne
- Zdolność do skutecznego tłumienia drgań
- Mały ciężar właściwy
- Stosunkowo wysoka odporność na korozję
Co to jest zgrzewanie elektrooporowe?
Proponowane przez nas kształtki z polietylenu łączy się z wykorzystaniem techniki zgrzewania elektrooporowego. Element grzejny kształtek przyjmuje formę zwiniętego drutu oporowego. Na skutek przepływu przez niego prądu powstaje ciepło, czego efektem jest wzrost plastyczności zewnętrznej powierzchni rury i wewnętrznej powierzchni kształtki. Tworzywa wzajemnie przenikają się, a kiedy ich temperatura się obniży, nabierają jednolitej struktury.
Wykorzystanie połączenia elektrooporowego spowodowało, że nasze kształtki są niezwykle wytrzymałe, również w miejscach łączenia. Systemy wykonane w ten sposób cechują się niską wagą i wysoką skutecznością działania. Proces jest w pełni zautomatyzowany, co przekłada się na brak konieczności jego obsługi.
Zgrzewanie elektrooporowe krok po kroku
Do zgrzewania elektrooporowego wykorzystuje się specjalną maszynę, do której wprowadza się parametry kształtki manualne lub z wykorzystaniem czytnika kodów (wszystkie parametry umieszczone są na kodzie kreskowym kształtki). Jak przebiega proces zgrzewania elektrooporowego?
- We wnętrzu kształtki elektrooporowej umieszczamy bosy koniec rury lub kształtki
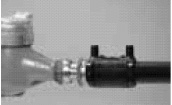
- Łączymy końcówki maszyny z kształtkami elektrooporowymi
- Wprowadzamy parametry zgrzewu
- Do kształtki zostaje przekazana energia
- Następuje wzrost temperatury uzwojenia
- Powierzchnia rury i materiał otaczający uzwojenie uplastycznia się
- Dochodzi do jednorodnego połączenia się materiałów
Montaż kształtek elektrooporowych
Opakowanie zawiera kształtkę i kartę magnetyczną. Kształtki są przygotowane już do montażu, nie wymagają czyszczenia, jego przeprowadzenie nie spowoduje jednak utraty jakości i właściwości kształtki. Wyjątkiem jest sytuacja, kiedy strefa zgrzewu w trakcie montażu miała kontakt z dłońmi montażysty. Należy wtedy dokładnie ją oczyścić, stosując do tego specjalne środki do PE.
1. Oczyszczamy rurę, przecinamy pod kątem prostym i usuwamy wióry

2. Przy pomocy skrobaka usuwamy wierzchnią warstwę. Wykonujemy tę czynność ostrożnie, zbierając tylko wymaganą grubość warstwy. Należy pamiętać, że skrobak wymaga konserwacji co najmniej raz w roku. W przeciwnym razie możemy uszkodzić tępym skrobakiem powierzchnię lub też czynność będzie wymagała od nas większego wysiłku

3. Strefę zgrzewu oczyszczamy z wykorzystaniem płynu do PE i chusteczek. Czyszczona powinna być tylko powierzchnia bez warstwy wierzchniej

4. Wyraźnie zaznaczamy głębokość, na jaką ma zostać wsunięta rura. Używamy do tego markera, zachowując jednak ostrożność, aby nie używać go w strefie zgrzewu. W przeciwnym razie strefę zgrzewu trzeba ponownie oczyścić

5. Ostrożnie rozpakowujemy kształtkę

6. Adaptor wkręcamy lub wykręcamy

7. Rufę wkładamy do mufy do momentu oporu, a następnie zaznaczamy odpowiednio to miejsce
Przeprowadzamy operację ustalenia. Potrzebować będziemy uchwytów lub urządzeń ustalających

8. Z drugiej strony mufy wkładamy drugi odcinek rury
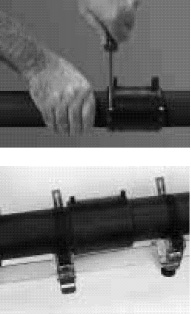
9. Ponownie przeprowadzamy operację ustalenia

10. Ponownie przeprowadzamy operację ustalenia
Przeprowadzamy operację zgrzewania, korzystając z instrukcji obsługi zgrzewarki
Po zakończonej pracy, odłączamy przewody (informacja o tym pojawi się na wyświetlaczu zgrzewarki
Czekamy do momentu, aż połączenie się schłodzi

11. Usuwamy przyrządy ustalające
12. Po wymaganym czasie przeprowadzamy próbę ciśnienia

Przerwa w procesie zgrzewania – zgrzewanie dodatkowe
Jeżeli nastąpiła przerwa w procesie zgrzewania (na skutek wpływu czynników zewnętrznych), można przeprowadzić tzw. dogrzewanie. Należy najpierw usunąć przyczynę awarii, nie zdejmujemy urządzeń ustalających i nie przyśpieszamy obniżenia się temperatury kształtki. Musi ona osiągnąć temperaturę pierwotną. Miejsce łączenia zabezpieczamy odpowiednio w celu ochrony przed zanieczyszczeniami i wilgocią w trakcie procesu chłodzenia. Teraz możemy ponownie przeprowadzić zgrzewanie, po czym skontrolować szczelność zgrzewu (przeprowadzić próbę ciśnienia).
- Kolor
- Czarny
- Średnica
- 32x1,1/4mm
- Ciśnienie robocze
- 10 bar gaz / 16 bar woda
- Norma
- EN1555 i EN12201
- Rodzaj
- Polietylen (PE HD)
- Zastosowanie
- Sieć wodociągowa PE HD
Każdy produkt prezentowany w naszym katalogu online objęty jest standardową gwarancją, co świadczy o jego jakości i niezawodności. Dążymy do tego, aby każda propozycja w dziedzinie wodno-kanalizacyjnej stanowiła gwarancję pewności i zaufania dla naszych klientów.
Jesteśmy świadomi, że różne projekty mogą wymagać specyficznych rozwiązań gwarancyjnych. Dlatego, w odpowiedzi na indywidualne potrzeby, oferujemy możliwość dostosowania warunków gwarancji. W przypadku chęci omówienia szczegółów indywidualnej gwarancji, zachęcamy do skontaktowania się z nami bezpośrednio.
Naszym priorytetem jest zapewnienie Ci pewności, że wybierając produkty z naszego katalogu, decydujesz się na sprawdzone i trwałe rozwiązania.
Zmienność cen surowców bezpośrednio wpływa na koszty w branży wodno-kanalizacyjnej. W związku z tym, wszystkie nasze wyceny są ustalane indywidualnie, aby odzwierciedlać aktualną sytuację rynkową.
Staramy się oferować klientom konkurencyjne ceny przy zachowaniu wysokiej jakości produktów. Dzięki indywidualnemu podejściu do każdego zapytania, proponujemy atrakcyjne rabaty i optymalne warunki zakupu.
Jeśli jesteś zainteresowany naszą ofertą, skontaktuj się z nami. Chętnie przygotujemy dla Ciebie wycenę z uwzględnieniem korzystnych warunków. Nasze elastyczne podejście gwarantuje satysfakcję z dokonanych zakupów.